Applying Theory of Constraints to Timber Harvesting: A Case Study from the Northeast USA
doi: https://doi.org/10.5552/crojfe.2020.534
volume: 41, issue: 1
pp: 9
- Author(s):
-
- C. Kelly Matthew
- H. Germain René
- Article category:
- Original scientific paper
- Keywords:
- TOC, logging productivity, drum buffer rope, operational planning, forest management
Abstract
HTML
Logging firms are a critical link in wood supply chains, connecting forest landowners with markets for wood products. Improving operational planning can benefit individual logging firms as well as the larger wood supply chain in which they operate. Applying concepts from Theory of Constraints (TOC) to timber harvesting may help achieve greater predictability and efficiency when planning harvest operations. However, examples that demonstrate how TOC can improve logging operations are lacking. This study focuses on the analysis of production and activity data collected during the harvest of a temperate mixed hardwood forest in the Northeast United States using a chainsaw-forwarder system through a TOC lens. Specifically, the drum-buffer-rope (DBR) method was used to reschedule operator and machine activities such that a consistent flow of wood from stump to landing was maintained despite anticipated production setbacks. The results of this case study provide insights into the usefulness of applying TOC to logging operations. In particular, logging businesses must be able to estimate machine and operator productivity within a given harvest context to identify and exploit system constraints, while taking full advantage of unused capacity of any non-constraint functions
Applying Theory of Constraints to Timber Harvesting: A Case Study from the Northeast USA
Matthew C. Kelly, René H. Germain
Abstract
Logging firms are a critical link in wood supply chains, connecting forest landowners with markets for wood products. Improving operational planning can benefit individual logging firms as well as the larger wood supply chain in which they operate. Applying concepts from Theory of Constraints (TOC) to timber harvesting may help achieve greater predictability and efficiency when planning harvest operations. However, examples that demonstrate how TOC can improve logging operations are lacking. This study focuses on the analysis of production and activity data collected during the harvest of a temperate mixed hardwood forest in the Northeast United States using a chainsaw-forwarder system through a TOC lens. Specifically, the drum-buffer-rope (DBR) method was used to reschedule operator and machine activities such that a consistent flow of wood from stump to landing was maintained despite anticipated production setbacks. The results of this case study provide insights into the usefulness of applying TOC to logging operations. In particular, logging businesses must be able to estimate machine and operator productivity within a given harvest context to identify and exploit system constraints, while taking full advantage of unused capacity of any non-constraint functions.
Keywords: TOC, logging productivity, drum buffer rope, operational planning, forest management
1. Introduction
In recent decades, various operations management philosophies have emerged that seek to transform how organizations manage their internal processes to improve operational efficiency and effectiveness. These philosophies focus on concepts such as waste elimination, system-based thinking, and continuous improvement. Among these philosophies, one of the most prominent is the Theory of Constraints (TOC) (Goldratt and Cox 2004). Since originally conceived, TOC has matured into a theory grounded in principle and defined by implementable tools and terminology (Noar et al. 2013).
The foundation of TOC is based on two main premises – that all systems have at least one constraint that limits throughput (i.e. revenue-generating production), and the existence of constraints presents opportunities to improve system performance (Rahman 1998). Additionally, TOC is based on various essential elements, including a focus on system-based thinking rather than local optimums, and recognition of multiple constraint types (e.g. behavioral, managerial, capacity, market, logistical, etc.). Applying TOC involves the following five focusing steps: (1) identify the constraint in the system (2) decide how to exploit this constraint (3) subordinate everything else to the above decision (4) evaluate and improve the system’s constraint (5) if improvement of the constraint leads to a new constraint in the system, go back to step 1 (Stein 1997, Rahman 1998, Goldratt and Cox 2004, Noar et al. 2013).
Over time, TOC has expanded to include a variety of tools and concepts that can be applied in a variety of contexts (Watson et al. 2007). For instance, Birkin et al. (2009) adapted TOC to identify constraints among Nordic organizations that may inhibit their adoption of business models that promote sustainable development. Walters (2011) applied TOC to evaluate how a local government can improve delivery of public services.
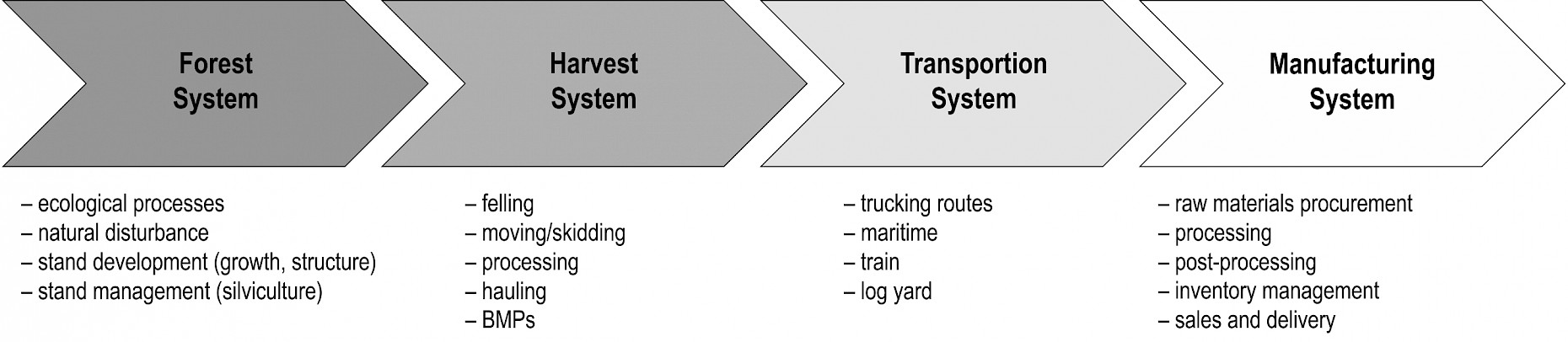
Fig. 1 System and sub-system components of a typical wood supply chain
Applying TOC concepts to the forest products industry is complicated due to the dynamic and multi-faceted nature of wood supply chains, which are defined by a series of interconnected sub-systems (González-Garcia et al. 2009) involving multiple independent actors. Each of these sub-systems is characterized by a unique set of inputs, outputs, and processes (Fig. 1). Managing the wood supply chain is complicated by high degrees of variability within natural and human systems. Forest ecosystems, for instance, are dynamic and highly variable. As such, forest structure and species composition vary through time and space due to site-specific factors, including topography, soil quality, and climate, which combine to affect the potential for a site to produce an array of ecosystem goods and services, including merchantable timber. The trajectory of a stand development is also affected by human and natural disturbance (e.g. fire, pests, ice storm, timber harvest, etc.), which can quickly alter ecological conditions. Such disturbances can have short-term economic effects, the degree to which will depend on the extent and impacts of the disturbance.
Managing a wood supply chain is further complicated by social and economic factors, which vary regionally and among individual landowners. In particular, the social availability of timber resources from non-industrial private forests (NIPF) can constrain the timber supply in some regions (Becker et al. 2013). The willingness to harvest trees among family forest owners, who collectively own 36 % of all forestland in the United States (US) (Butler et al. 2016), is affected positively by the potential to generate revenue through timber sales, and negatively by the desire to maintain aesthetic values and concerns for environmental impacts (Cai et al. 2016). In general, family forest owner attitudes may reduce the availability of wood in the northeastern region of the US by an estimated 53 % (Butler et al. 2011).
Variability of logging operations and harvesting systems (i.e. type and number of machines and operators) add even more complexity to supply chain management. Moreover, the type of logging equipment available to landowners and mills will depend on the investment decisions made by independent logging businesses, which, in turn, will affect the viability of harvesting a given tract of land (Germain et al. 2016, Kelly et al. 2017, Regula et al. 2018). A firm’s decision to replace old equipment or purchase additional equipment is largely influenced by the demand from mills and other markets whose specifications for harvested wood can differ based on product type (e.g. paper, lumber, pellets, pallets, veneer, etc.) and mill-specific characteristics (e.g. technology, inventory capacity, demand for finished products, procurement strategies, etc.) (Penfield et al. 2014). Ultimately, improving the efficiency of the overall wood supply chain requires coordination between procuring mills and independent logging companies (Larsson et al. 2016), which can be achieved if both mills and logging firms can better predict harvesting productivity.
Despite these complications, applying TOC to logging operations is attractive given that logging operations commonly experience bottlenecks and unproductive delays that can lead to reduced production in the form of fewer delivered loads (Green et al. 2004). At the individual machine level, identifying constraints within a machine process can help operators eliminate unnecessary movements to reduce cycle time and increase machine productivity. However, improving efficiency of an individual machine matters only if the efficiency of the system improves as a result.
Few examples exist of TOC principles applied to the wood products industry. Conradie et al. (2005) used the Thinking Process from TOC in an exploratory study to determine why logging businesses in the Southern US were not fully adopting mechanized cut-to-length (CTL) harvest systems at rates similar to those found elsewhere throughout the world (e.g. Scandinavia, New Zealand, parts of the US). The authors used current and future reality trees, a TOC method for describing cause and effect relationships (Goldratt 1994), to address the question of why loggers were reluctant to adopt CTL systems, concluding that the perceived complexity of CTL equipment was a primary driver of low adoption rates. Recently, Regula et al. (2018) used throughput accounting, a TOC approach that emphasizes revenue-generating production, to calculate net profits and return on investment for 23 timber harvests in Northeast US (Regula et al. 2018).
The drum-buffer-rope (DBR) technique (Goldratt and Cox 2004) provides a framework for scheduling work within a production system. DBR is used in operations management to develop consistent, achievable schedules for individual components to maximize productivity at the system level, rather than at the individual machine or workstation level (Stein 1997). Thus, the technique is used to balance flow rather than capacity (Rahman 1998). The drum is the production rate of the constraint function, and therefore is used to set the pace of the entire system (Rahman 1998). The buffer represents an allotted amount of inventory that protects production flow against unanticipated delays or scheduled interruptions. When production failures occur at non-constraint nodes, inventory buffers work to mitigate reduction in production flow, thereby helping to achieve consistent flow through the system. Systems can be buffered against production failures by deliberately including sprint capacity within the system. Sprint capacity is excess capacity in non-constraint nodes that can allow a system to recover from short-term production lapses (Bragg 2007). In this regard, unused capacity within a system, often regarded as a detriment to harvest operations, is considered to be a necessary attribute within any production system (Bragg 2007). The rope is a mechanism of communication through which various components of the system are synchronized. Some of the principles of the DBR technique that are most relevant to harvest operations include (from Goldratt and Fox 1986, per Rahman 1998):
Þ Balance flow, not capacity
Þ The level of utilization of a non-bottleneck is not determined by its own potential but by some other constraint in the system
Þ An hour lost at a constraint is an hour lost for the total system
Þ An hour saved at a non-constraint is just an illusion
Þ Constraints govern both throughput and inventories.
The goal of this research is to demonstrate the application of TOC concepts, particularly the DBR method, for improving operational planning for logging operations. Specifically, the objectives of the study are to:
Þ describe time consumption and production data from a hand-felling harvest operation
Þ apply principles of the DBR technique to reschedule the harvest based on the collected data
Þ compare the observed and rescheduled harvests to identify benefits of applying the DBR techniques
Þ discuss the practicality of using DBR concepts for planning harvest operations.
2. Materials and Methods
This case study focuses on time and production data collected during a single timber harvest. Harvesting operations were observed in stands of mixed hardwood – eastern white pine (Pinus strobus L.) species composition. The harvest occurred in the State of Vermont, located in the Northeast US. Slopes were mild to moderate (0–15 %). The site included a single stream crossing that required a temporary bridge. The harvest was conducted using a chainsaw-forwarder system whereby trees were felled and bucked using chainsaws, and logs were extracted to the landing using a forwarder. Typically, cut-to-length systems are fully mechanized using a harvester to fell and process trees prior to being moved by the forwarder. However, substituting multiple chainsaws for a harvester requires less capital investment and therefore poses less financial risk to business owners (Becker et al. 2006), which is just one of the potential obstacles to adopting fully mechanized systems in some regions (Ferrari et al. 2012), along with the type of management applied, terrain characteristics, and forest types. The prescribed silvicultural treatment included patch clearcuts interspersed with intermediate thinning.
Shift-level production and time data (Olsen et al. 1998) were collected by the members of the logging crew throughout the duration of the harvest operation. Shift-level data are daily summaries of activities recorded by the loggers themselves. Though self-reporting could result in inaccuracies, it was essential that data were collected for all crew members throughout the duration of the harvest operation to get a full assessment of activities. Thus, crew members recorded time spent on work-related activities, production, and general working conditions on a daily basis. An initial meeting was held with the crew foreman to discuss data collection protocols and to review the datasheets for each logger. Datasheets were customized according to the machine assigned. For instance, datasheets for forwarder operators included prompts to record number of turns and estimated total volume of wood moved to the landing. Thus, the forwarder operator was responsible for estimating total volume forwarded each day. Chainsaw operators recorded the number of trees felled and the estimated average diameter of trees felled during that day based on their visual estimates of DBH.
All crew members recorded their start, break, and end times on a daily basis, as well as time spent on any non-work related delays, and supporting activities such as maintenance, mechanical repairs and BMP (best management practice) implementation. Crew members who split time between felling and forwarding also recorded the amount of time spent on each machine to the nearest quarter hour.
Throughout the majority of the harvest, a single 12-ton forwarder was used. However, a second 16-ton forwarder was added to the system for 4 days (8.8 % of the time). Six different loggers worked on the harvest at varying times and for varying durations. At no point did all six work together at the same time. The largest crew size used during the harvest was five, which occurred only twice. The mean crew size was 2.3 and the median was 2. Two of the loggers split time between operating a chainsaw and a forwarder, often within the same day, while three loggers operated chainsaws exclusively and one drove a forwarder exclusively.
Cumulative productions for chainsaw work (no. trees) and forwarded volume (m3) were graphed along with productive machine hours (PMH), which is defined as the number of hours a machine effectively performs its intended function, for each machine on a daily basis over the entire duration of the harvest. Time spent on various delays and supportive activities were also graphed. The graphical analysis allowed for a visual assessment of the variation in scheduling and production and the impact of delays throughout the duration of the harvest.
The results were evaluated in terms of TOC principles, and a revised activity and production schedule was developed using the DBR approach. In particular, we first identified the constraint in the system as being the function that required the greatest number of PMHs to complete the actual harvest, based on the loggers’ recorded data. Once identified, the production rate of that function was used to set the pace of the harvest system, and thus can be considered the drum in the system. We then rescheduled the operation assuming a 2-person crew, in which one crew member split time between chainsaw work and forwarding, while the other crew member was dedicated to chainsaw work. The revised schedule also anticipated a lapse in forwarding production due to scheduled routine maintenance that required substantial time to complete. The number of hours allocated to this service job was based on data from the actual harvest. In the revised scheduled, machine productivity was based on average production rates observed from the harvest data. Using those rates, we were able to factor in time for unexpected delays, as well as anticipate the build-up of unforwarded logs during the scheduled service to the forwarder. We then used the concept of sprint capacity to ensure that the forwarder would have sufficient time to effectively catch up, thereby buffering against system-level delays. It is important to note that this approach assumes all production rates for the different functions are known in advance, thus highlighting the importance of monitoring and analyzing machine and operator productivity.
3. Results
3.1 Harvest productivity
The chainsaw/forwarder system produced 731.5 m3 of roundwood logs and required 380 hours elapsed over 45 work days, resulting in a system production rate of 1.9 m3/hr. The harvest required 429 PMH of chainsaw work to fell and buck 1257 trees and 237 PMH of forwarding (Table 1). Crew size and PMHs were highly variable from day to day (Table 1). For instance, crew sizes fluctuated from one to five operators, and chainsaw PMHs ranged from 0 to 30. As a result, daily production, both in terms of trees felled and volume forwarded, varied throughout the harvest.
Table 1 Time consumption and production data summary (standard deviation in parentheses)
|
Variable |
Harvest Total |
Daily Mean |
|
Crew members, no. |
6 |
2.3 (±1.20) |
|
Trees felled, no. |
1257 |
36.9 (±23.4) |
|
Tree DBH, cm |
58.4 (±19.71) |
|
|
Volume, m3 |
732 |
18.3 (±15.0) |
|
Forwarder loads, no. |
125 |
3.1 (±2.4) |
|
Extraction distance, m |
518 (±217.6) |
|
|
Chainsaw, PMH |
428.8 |
9.5 (±9.24) |
|
Forwarder, PMH |
236.5 |
5.3 (±4.67) |
|
Days to complete |
45 |
– |
|
Supportive activities |
||
|
Maintenance, hr |
30.5 |
0.7 (±2.3) |
|
Mechanical, hr |
20.4 |
0.5 (±1.0) |
|
BMPs, hr |
9.7 |
0.2 (±0.7) |
|
Vegetation clearing, hr |
42.0 |
|
|
Delays |
||
|
Personal |
0.5 |
0.0 (±0.1) |
|
Other |
24.0 |
0.6 (±2.9) |
Time spent on maintenance, mechanical repairs, personal delays, and supportive activities, including BMPs, accounted for a total of 127 hours. Of this total, 42 hours were spent removing small-diameter trees and interfering vegetation using chainsaws to improve maneuverability, access, and safety in advance of felling and forwarding larger-diameter sale trees. Maintenance accounted for 30.5 hours, the majority of which were spent on a scheduled 500-hour service of the forwarder. This scheduled service was accomplished over portions of two days and required a total of 22 worker-hours to complete.
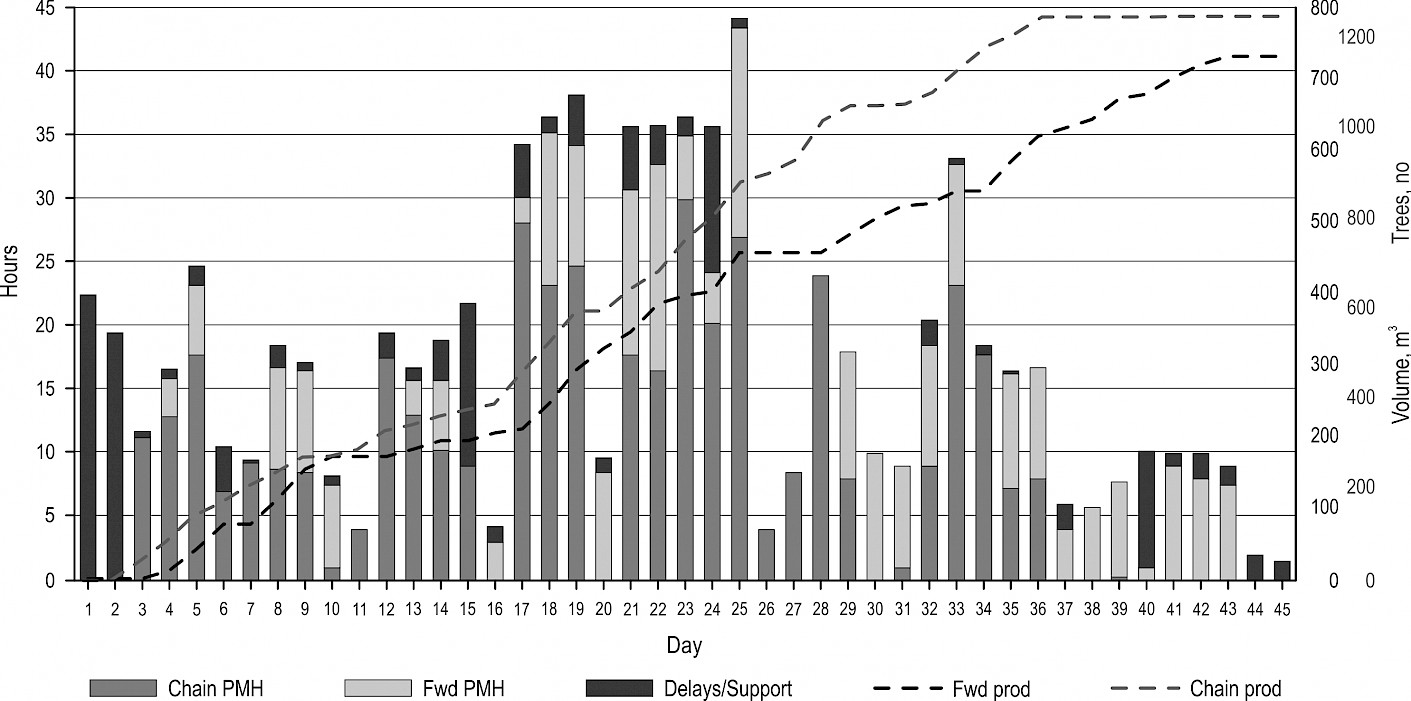
Fig. 2 Harvest activities and production as observed, including chainsaw and forwarder productive machine hours (PMH), delays > 10 minutes, cumulative forwarder production (m3), and cumulative chainsaw production (no. trees felled/bucked)
During the period between days 17 and 25, additional loggers were added to the operation, which doubled the average number of work hours per day from 16 to 34 (Fig. 2). The second forwarder was moved to the site on day 21 and was operated for 22 PMHs during this stretch. As a result of the increased logging capacity, production increased for both felling and forwarding between days 17 and 25, as indicated by steeper cumulative production lines in Fig. 2. Importantly, for the three days between days 26 and 28, chainsaws were operated for a total of 36.5 PMHs while the first forwarder remained idle, and the second forwarder was moved off the job entirely. The lack of forwarding production during these three days resulted in a lag in production, which persisted for the remainder of the harvest. In the end, the forwarder required an additional 51.5 PMHs over a period of 9 days to move logs to the landing after all chainsaw work had been completed. The forwarder also spent 4.7 hours on supportive work (i.e. BMPs) to close out the harvest (e.g. removing temporary bridges, smoothing ruts). The number of hours spent on various activities during each day of the operation were graphed along with the cumulative production of logs moved to a landing (m3) (Fig. 2).
3.2 Theory of constraints assessment
The first step in applying TOC is to identify the system constraint. In this case study, chainsaw work (e.g. felling/bucking) required 80 % more PMHs to complete the harvest than that required of forwarders. Thus, chainsaw work was the constraint in the system. Clearly, the business owners anticipated that a single forwarder would outpace a chainsaw, as demonstrated by the number of operators assigned to two types of machines. Of the six different loggers involved in the harvest, three exclusively operated chainsaws, two were assigned to run both the forwarder and a chainsaw, and only one was assigned exclusively to operate the second forwarder. The fact that the primary forwarder remained idle at various times, while its operator ran a chainsaw, showed that the forwarding function was subordinated to the felling/bucking function – another indication that the chainsaw work was the constraint in the system.
It was also apparent from the data that the chainsaw constraint was elevated during the middle period of the harvest. The total PMHs dedicated to chainsaw work increased from 9.3 to 18.7 per day between days 17 and 28 – a nearly 100 % increase (Fig. 2). As mentioned, no logs were forwarded between days 25 and 28, despite continued chainsaw production.
Although the average forwarder activity increased from 3.0 PMH/day to 7.2 PMH/day after day 17, the lost production between days 25 and 28 created asynchronization in production between chainsaw work and forwarding. As a result, the forwarder required an additional six days to complete the harvest after the last tree was felled and bucked.
3.3 Rescheduling the operation using the drum-buffer-rope concept
The variation in crew size, scheduled hours, and number of machines prompted consideration of how the harvest could have been scheduled differently to anticipate setbacks, and minimize machine moves while maintaining a steady production from the constraint (chainsaw work). Thus, an alternative schedule of operators and machines was developed using the DBR technique. The objective of this exercise was to create a schedule that achieves a steady flow of production using a 2-person crew while anticipating the 22 hours allocated to the scheduled maintenance of the forwarder. This hypothetical schedule was created based on the time and production data from the observed harvest schedule. Thus, the total number of hours spent on various activities, including number of PMHs required of forwarding and chainsaw work were maintained, as were the rates of production associated with each machine (Table 1). The alternative schedule assumes a consistent two-person crew, which comprises a dedicated chainsaw operator (Logger 1) and a second operator who splits time between running a chainsaw and operating the forwarder (Logger 2). The revised schedule assumes both loggers work a 10-hour day with a 30-minute break for lunch.
Based on the observed data, the ratio of total chainsaw PMHs to total forwarder PMHs was 1.8 to 1. This ratio is maintained by scheduling Logger 1 for 9 hours of chainsaw work per day, leaving 0.5 hours for lunch and 0.5 for unscheduled delays and supportive activities, and scheduling Logger 2 for 2 hours of chainsaw work and 6 hours on the forwarder per day, leaving 1.5 hours per day available for unexpected delays and 0.5 hours for lunch. Thus, the typical workday of the revised schedule includes 11 PMHs of chainsaw work, 6 PMHs of forwarding, and 2 hours to buffer against unscheduled delays and other supportive activities.
As mentioned, total time spent on delays greater than 10 minutes and supportive activities (127.5 hours) was maintained in the revised schedule. This included 42 worker-hours spent on the pre-harvest treatment to clear brush, and 22 worker-hours to complete the scheduled 500-hour service of the forwarder. The scheduled maintenance of the forwarder provides a unique opportunity to demonstrate the concepts of sprint capacity and DBR. As noted, the DBR technique for scheduling and planning ensures a steady flow by synchronizing production (the rope) according to the pace set by the constraint (the drum) while protecting against unexpected production failures (the buffer). Sprint capacity is a type of buffer that takes advantage of excess capacity of non-constraint components of the system to effectively catch up following production lapses.
Consider the alternative schedule illustrated in Fig. 3. In accordance with the observed harvest, the first two days of the proposed schedule are spent removing small-diameter understory trees as part of a preparatory operation in support of the harvest, as indicated by the 19 hours in each of days 1 and 2. On day 3, Logger 2 continues to run a chainsaw to fell understory trees and interfering vegetation, while Logger 1 begins felling and bucking sale trees. As a result, Logger 1 builds a small inventory of processed logs ahead of the forwarder on day 3. On day 4, Logger 2 begins to operate the forwarder. From days 4 to 15 the schedule proceeds such that each day includes 11 hours of chainsaw work, 6 hours of forwarding, and 2 hours of buffer against unscheduled delays and supportive activities. On day 16, Logger 2 begins the scheduled maintenance of the forwarder, which continues until day 18. It is important to note that during the time spent servicing the forwarder, Logger 2 continues to work 2 hours per day running the chainsaw.
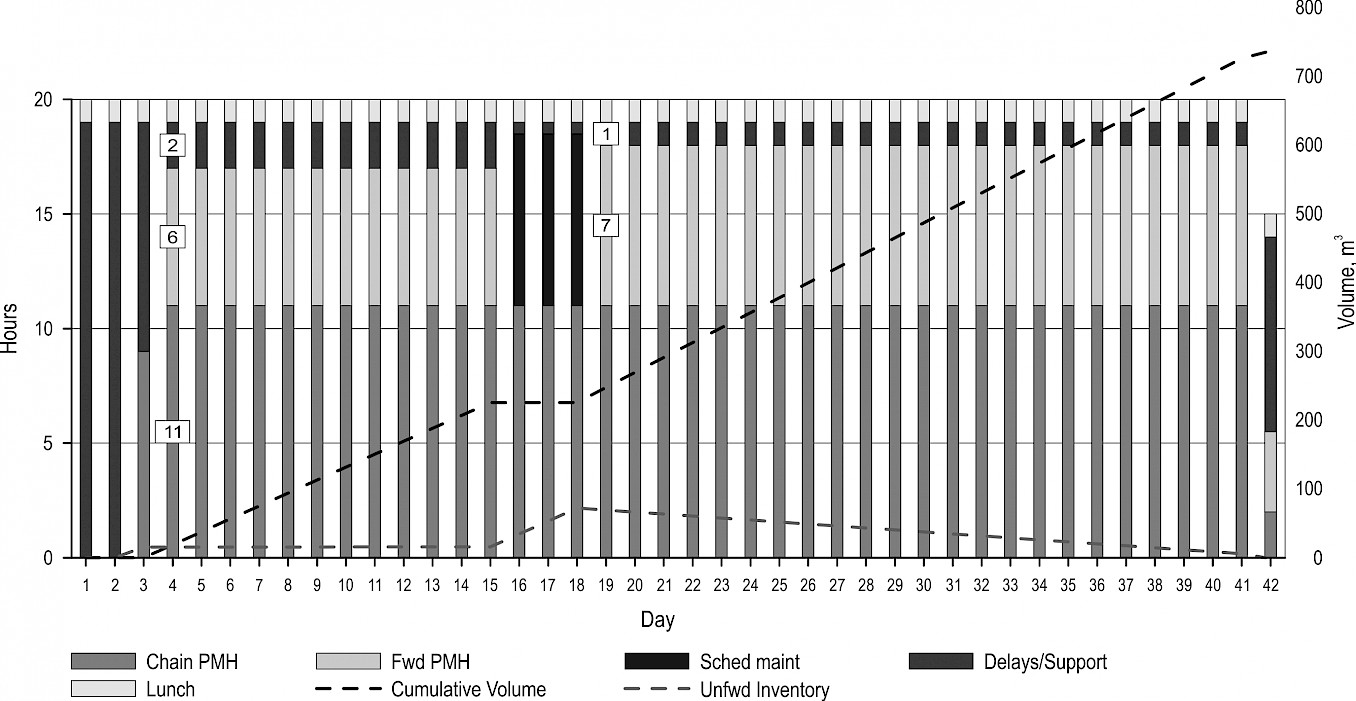
Fig. 3 A rescheduled harvest operation using the DBR approach. A consistent number of hours is allocated to chainsaw work, which was identified as the constraint. The flow of wood remains fairly consistent, as indicated by the cumulative volume line, with the exception of days 16 to 18.
Assigning Logger 2 to continue to work 2 hours on the chainsaw during the days he is assigned to perform the scheduled maintenance to the forwarder is critical. As chainsaw work is the constraint in the system, its production rate sets the pace for the entire system. If chainsaw production slips, the overall system is affected. Thus, all other activities are subordinated to ensure 11 hours of chainsaw work each day. Note that, while the forwarder is unavailable during the scheduled service, an inventory of unforwarded logs accumulates (Fig. 3). Once the maintenance is completed (day 19), the forwarder sprint capacity is activated by increasing forwarder hours per day from 6 to 7. This increase in forwarder hours results in greater daily production by the forwarder than the chainsaws. Thus, the inventory is steadily reduced until the forwarder effectively catches up to the chainsaw production by the end of day 41. This increase results in a reduction of allocated time for unscheduled delays and support activities from 2 hours to 1 during the second half of the harvest. With the observed harvest, the last day of the job included time spent implementing BMPs and other supportive activities (i.e. preparing the machine to be moved). Overall, assuming 10-hour shifts, the proposed schedule shows that the harvest is completed in 41 days using only 2 loggers. In comparison, the observed harvest was completed in 45 days with multiple operators and machines entering and exiting the system at various points throughout the job.
4. Discussion
The analysis presented here is applicable only to the observed harvest operation. However, despite the lack of generalizability of this case study, insights into the applicability of TOC concepts for timber harvest planning were gained. It is important to note that the scheduling technique demonstrated here is just one component of the larger TOC philosophy and that the value of TOC is that it provides a framework for problem solving (Luebbe and Finch 1992). Therefore, its value to logging business owners, at a minimum, lies in providing a structured approach for identifying and exploiting constraints within their harvest system. Ultimately, this will enable managers to allocate capital and labor resources effectively. However, managing a logging business using TOC concepts can be challenging due to environmental conditions that can change from job to job (e.g. volume per acre, skid or forward distance, product sorts, BMP requirements) and even from day to day (e.g. weather events, variable slopes, water crossings). Thus, managers may have to reassess their operations frequently and without perfect knowledge. Otherwise, they may fail to recognize shifts in the constraint from one machine or function to another within the same logging job.
Nevertheless, TOC provides a useful framework for evaluating and planning operations. To assist such efforts, tools such as the Planning and Analysis in Timber Harvesting (PATH) developed by Northeast Forests LLC and the Logger’s Edge software developed by Caribou Software can help managers evaluate past operations (Germain et al. 2019), which can be used to inform decisions pertaining to future harvests in similar conditions. Recently, the development of the Efficiency Portal by TECH4EFFECT has allowed logging businesses to upload data collected by onboard computers. Users of the portal will be able to access these and other harvesting data to benchmark expected production rates when scheduling harvests and making other forest management decisions.
4.1 Importance of monitoring/data collection
In order to take full advantage of TOC methods, and the tools just described, loggers must be able to accurately estimate the productivity of their machines in a given harvesting scenario, either through the use of time-consumption/productivity models (Hiesl and Benjamin 2013, Borz et al. 2015) or by simply referring to production data from previous jobs that resemble upcoming jobs. This knowledge can be gained by routine monitoring of machine production and time consumption. Ideally, monitoring programs will utilize onboard computer systems that can analyze production and efficiency data collected during operations. Stone et al. (2011) identified use of onboard monitoring technology as a specific trait of innovative logging businesses. However, Leon and Benjamin (2012) found that only about 20 % of logging firms surveyed throughout the Northeast US used onboard machine monitoring systems. This low adoption rate of onboard machine monitoring systems is exacerbated by the use of older equipment in the study region. Regula et al. (2018) reported that the majority of the loggers in a recent study were using equipment manufactured in the 1990s. Thus, it is possible that many small and medium sized firms are making decisions based on coarse data and/or their personal experience and intuition. In the future, business owners will need to embrace data collection and analysis in order to identify and elevate constraints, seek out opportunities to mobilize non-constraint machines and operators, and ultimately make operational decisions that add value to their customers. Furthermore, monitoring individual operators to assess differences in operator performance (Eckardt and Benjamin 2015) can help business owners identify individuals who may benefit from additional training.
4.2 Planning for unused capacity
Of particular importance to logging businesses is the concept of absorbing delays while maintaining overall production flow (Kelly and Germain 2016). In that regard, devising schedules that subordinate all non-constraint activities to the constraint function can help crews better anticipate delays and reduce the chance of incurring system-level production lapses. In the revised schedule (Fig. 3), the 22 hours allocated to perform a scheduled service on the forwarder did not prolong the total harvest time, which was ultimately dictated by the rate at which trees were felled and bucked using chainsaws (i.e. the constraint). Maintaining overall system productivity despite the anticipated maintenance delay was made possible by activating the forwarder sprint capacity, allowing it to recover its lost production before the last tree was felled.
Unused logging capacity can be detrimental to a logging business (Green et al. 2004, Egan et al. 2006, Leon and Benjamin 2012). Unused capacity suggests low machine utilization rates, thereby causing production costs to increase as fixed costs are spread across fewer PMHs. For this reason, machine utilization (i.e. the portion of the scheduled time that a machine performs its intended function (Bjorheden and Thompson 2000)) is used as a performance measure from a logging business owner perspective as a means for understanding machine productivity and costs per unit of volume. Thus, achieving high machine utilization may allow firms to offer more competitive contract rates to customers (Eriksson et al. 2015). Although it is important to consider performance of individual machines, TOC encourages systems-level thinking and discourages managing for local optimums (Stein 1997). Therefore, efforts to increase machine utilization should be focused exclusively on machines that are the constraint in the system because an hour saved at a non-constraint function is just an illusion, while an hour lost at a constraint represents an hour lost to the overall system (Rahman 1998). However, managers must be cognizant that adding resources to the constraint to boost production will inevitably cause the constraint to shift to another function in the system. Moreover, machine productivity can vary from day to day due to changes in variables that significantly affect cycle time and productivity, such as skid distance, stem volume, slope, and DBH, and other factors (Nurminen et al. 2006, Behjour et al. 2009, Hiesl and Benjamin 2013, Borz et al. 2014, Borz et al. 2015, Apǎfǎian et al. 2017).
For example, in our revised schedule, the forwarder utilization rate is 63 % during a typical day. In essence, to improve the utilization of the forwarder, the constraint function must be improved. Hypothetically, adding a third logger such that two loggers are dedicated chainsaw operators and the third is a dedicated forwarder operator would result in a chainsaw to forwarder PMH ratio of 2:1. Consequently, the addition of the third logger would shift the constraint from chainsaw work to forwarding, assuming the forwarder can work productively for 8 of 10 scheduled hours per day (80 % utilization), which is likely the maximum utilization that the forwarder could reasonably achieve (Brinker et al. 2002). Under a hypothetical 3-logger system, the time required to complete the harvest would be reduced to approximately 35 days, assuming the 3 days dedicated to clearing brush at the start of the operation and 22 hours of scheduled maintenance. In effect, the third logger would increase the system productivity. However, the forwarder would not be able to catch up following the scheduled maintenance, as it is already operating at near maximum utilization. This would result in a production gap similar to that observed from the actual harvest data (Fig. 2), leading to a lapse between the completion of the felling/bucking function and the forwarding function. In this 3-operator crew, the potential to increase productivity by shortening the number of days to complete the harvest, and the opportunity to increase annual production by more quickly moving to the next harvest, would need to be weighed against the added labor costs and staggered completion times (Kelly and Germain 2016).
Many small to medium sized logging firms do not have access to the capital required to replace aging equipment, (Spinelli et al. 2017), or view newer equipment as being too complex and expensive (Blinn et al. 2015). Thus, many firms are unlikely to purchase additional machines to improve productivity. These firms, therefore, must exploit any unused capacity resulting from unequal production rates among machines (i.e. system delays). In this case study, the harvest schedule was re-created to take advantage of the unused capacity (i.e. sprint capacity) of the forwarder following an anticipated lapse in production during a scheduled maintenance. However, unused capacity can be used productively in other ways, not only to recover from planned delays. For instance, Kelly et al. (2017) observed that unequal machine production rates within a harvest system allowed loggers operating non-constraint machines to engage in activities such as implementing BMPs, meeting with landowners or foresters, and scouting future harvest sites with little to no consequence to system productivity. In this sense, applying TOC concepts such as DBR can help firms identify opportunities to schedule value-adding activities to non-constraint resources during down time. Assigning additional activities to non-constraint operators will ensure high levels of operator utilization (Kelly and Germain 2016), thereby allowing business owners to increase the value generated from their investment in labor, even if machine utilization is low.
5. Conclusions
Theory of Constraints (TOC) has the potential to improve the management and planning of harvest operations. However, few examples exist that illustrate just how TOC concepts can be applied in this context. This study used shift-level production and time study data from a manual CTL harvest as a basis for developing a 2-person logging crew schedule by applying concepts from the DBR method. In the re-created schedule, forwarding was subordinated to chainsaw work, the latter having been identified as the constraint in the system. To overcome an anticipated lapse in forwarding production due to a scheduled maintenance service, the schedule was created to utilize the forwarder sprint capacity to recover from this planned delay. By using the DBR approach, the movement of operators and equipment in and out of the system was eliminated and unscheduled delays can be accommodated while maintaining an optimal rate of production.
By applying TOC concepts to the logging operation observed in this case study post-hoc, we were able to demonstrate how information about machine productivity can be used to improve planning and efficiency of a harvest operation. In practice, TOC concepts will be useful only if business owners can make operational decisions in advance of harvesting. To do so, firms must adopt a monitoring program whereby detailed production and activity data are collected and analyzed. Onboard computer systems provide a means for collecting production and machine utilization data. However, few businesses have incorporated data collection and analysis into their monitoring programs. While previous research has provided useful productivity equations, it is unknown how many firms are using those equations to practically plan their operations. Ultimately, lack of data-driven monitoring and analysis serves as an important barrier to applying TOC to logging operations. Future educational and outreach efforts will need to be directed towards not only promoting TOC, but also illustrating exactly how data can be used within these frameworks to improve harvest system performance.
6. References
Apǎfǎian, A., Proto, A.R., Borz, S.A., 2017: Performance of a mid-sized harvester forwarder system in integrated harvesting of sawmill, pulpwood, and firewood. Annals of Forest Research 60(2): 227–241. https://doi.org/ 10.15287/afr.2017.909
Becker, D.R., Eryilmaz, D., Klapperich, J.J., Kilgore, M.A., 2013: Social availability of residual woody biomass from nonindustrial private woodland owners in Minnesota and Wisconsin. Biomass Bioenergy 56: 82–91. https://doi.org/10.1016/j.biombioe.2013.04.031
Becker, P., Jensen, J., Meinert, D., 2006: Conventional and mechanized logging compared for Ozark hardwood forest thinning: productivity, economics, and environmental impact. Northern Journal of Applied Forestry 23(4): 264–272. https://doi.org/10.1093/njaf/23.4.264
Butler, B.J., Hewes, J.H., Dickinson, B.J., Andrejczyk, K., Butler, S.M., Markowski-Lindsay, M., 2016: USDA Forest Service National Woodland Owner Survey: national, regional, and state statistics for family forest and woodland ownerships with 10+ acres, 2011–2013. Res. Bull. NRS-99. Newtown Square, PA: U.S. Department of Agriculture, Forest Service, Northern Research Station, 1–39. https://doi.org/10.2737/NRS-RB-99
Butler, B.J., Ma, Z., Kittredge, D.B., Catanzaro, P., 2010: Social versus biological availability of woody biomass in the northern US. Northern Journal of Applied Forestry 27(4): 151–159.
Behjou, F.K., Majnounian, B., Dvořák J., Namiranian, N., Saeed, A., Feghhi, J., 2009: Productivity and cost of manual felling with a chainsaw in Caspian forests. Journal of Forest Science 55(2): 96–100. https://doi.org/ 10.17221/69/2008-JFS
Birkin, F., Polesie, T., Lewis, L., 2009: A new business model for sustainable development: An exploratory study using the theory of constraints in Nordic organizations. Business Strategy and the Environment 18: 277–290. https://doi.org/10.1002/bse.581
Borz, S.A., Ignea, G., Popa, B., 2014: Modelling and comparing timber winching performance in windthrow and uniform selective cuttings for two Romanian skidders. Journal of Forest Research 19(6): 473–482. https://doi.org/ 10.1007/s10310-014-0439-0
Borz, S.A., Ignea, G., Popa, B., Spârchez, G., Iordache, E., 2015: Estimating time consumption and productivity of roundwood skidding in group shelterwood system – a case study in a broadleaved mixed stand located in reduced accessibility conditions. Croatian Journal of Forest Engineering 36(1): 137–146.
Bragg, S.M., 2007: Throughput accounting: A guide to constraint management. Hoboken (NJ): John Wiley & Sons., 1–192.
Cai, Z., Narine, L.L., D’Amato, A., Aguilar, F.X., 2016: Attitudinal and revenue effects on non-industrial private forest owners’ willingness-to-harvest timber and woody biomass. Forest Policy and Economics 63: 52–61. https://doi.org/10.1016/j.forpol.2015.11.007
Conradie, I.P., Greene, W.D., Cox, J.F., Murphy, G.E., 2005: Applying the thinking process of the theory of constraints: An exploratory research methodology to evaluate the lack of use of cut-to-length harvesting systems in the southeastern United States. Journal of Forest Products Business Research 2(1): 23 p.
Eckardt, R., Benjamin, J.G., 2015: Human-centric approaches to the study of forest operations: a review and integration of organizational science research areas. Journal of Forestry 113(2): 248–256. https://doi.org/10.5849/jof.14-109
Egan, A., Annis, I., Greene, W.D., de Hoop, C., Mayo, J. 2006: Unused logging production capacity in Northern New England, USA. International Journal of Forest Engineering 17(1): 31–38. https://doi.org/10.1080/14942119.2006.10702527
Eriksson, M., LeBel, L., Lindroos, O., 2015: Management of outsourced forest harvesting operations for better customer-contractor alignment. Forest Policy and Economics 53: 45–55. https://doi.org/10.1016/j.forpol.2015.01.002
Ferrari, E., Spinelli, R., Cavallo, E., Magagnotti, N., 2012: Attitudes towards mechanized cut-to-length technology among logging contractors in Northern Italy. Scandinavian Journal of Forest Research 27(8): 800–806. https://doi.org/10.1080/02827581.2012.693192
Germain, R.H., Regula, J., Bick, S., Zhang, L., 2019: Factors impacting logging costs: A case study in the Northeast, US. The Forestry Chonicle 95(1): 16–23. https://doi.org/10.5558/tfc2019-005
Germain, R.H., Bick, S., Kelly, M.C., Benjamin, J.G., Ferrand, W., 2016: Case study of three high-performing contract loggers with distinct harvest systems: Are they thriving, striving, or just surviving? Forest Products Journal 66(1): 97–105. https://doi.org/10.13073/FPJ-D-15-00010
Goldratt, E.M., 1994: It’s not luck. Great Barrington (MA); North River Press, 1–283.
Goldratt, E.M., Cox J., 2004: The goal: A process of ongoing improvement. 3rd rev. ed., 20th anniversary ed. Great Barrington (MA); North River Press, 1–705.
Goldratt, E.M., Fox R.E., 1986: The race. Croton-on-Hudson (NY), North River Press.
González-Garcia, S., Berg, S., Moreira, M.T., Gumersindo, F., 2009: Evaluation of forest operations in Spanish eucalpyt plantations under a life cycle assessment perspective. Scandinavian Journal of Forest Research 24(2): 160–172. https://doi.org/10.1080/02827580902773462
Greene, W.D., Mayo, J.H., Egan, A.F., 2004: Causes and costs of unused logging production capacity in the southern United States and Maine. Forest Products Journal 54(5): 29–37.
Hiesl, P., Benjamin, J.G., 2013: Harvesting equipment cycle time and productivity guide for logging operations in Maine. Maine Agricultural and Forest Experiment Station Miscellaneous Publication 762, 1–56.
Kelly, M.C., Germain, R.H., 2016: Is it efficient to single-handedly run a multi-machine harvesting operation? A case study from the Northeast United States. International Journal of Forest Engineering 27(3): 140–150. https://doi.org/10.1080/14942119.2016.1214496
Kelly, M.C., Germain, R.H., Bick, S., 2017: Impacts of forestry best management practices on logging costs and productivity in the Northeastern USA. Journal of Forestry 115(6): 503–512. https://doi.org/10.5849/JOF.2016-031R1
Larsson, M., Stendahl M., Roos, A., 2016: Supply chain management in the Swedish wood products industry – a need analysis. Scandinavian Journal of Forest Research 31(8): 777–787. https://doi.org/10.1080/02827581.2016.1170874
Leon, B.H., Benjamin, J.G., 2012: A survey of business attributes, harvest capacity and equipment infrastructure of logging businesses in the northern forest. Northern Forest Logging Industry Assessment, 1–29.
Luebbe, R., Finch, B., 1992: Theory of constraints and linear programming: A comparison. The International Journal of Production Research 30(6): 1471–1478. https://doi.org/10.1080/00207549208942967
Naor, M., Bernardes, E.S., Coman, A., 2013: Theory of constraints: Is it a theory and a good one? International Journal of Production Research 51(2): 542–554. https://doi.org/10.1080/00207543.2011.654137
Nurminen, T., Korpunen, H., Uusitalo J., 2006: Time consumption analysis of the mechanized cut-to-length harvesting system. Silva Fennica 40(2): 335–363. https://doi.org/10.14214/sf.346
Olsen, E.D., Hossain, M.M., Miller, M.E., 1998: Statistical comparison of methods used in harvesting work studies. Forest Research Laboratory, Oregon State University. Research Contribution 23. 1–41.
Penfield, P.C., Germain, R.H., Smith, W., 2014: Assessing the supply chain efficiency of hardwood sawmills in New York State through case study analysis and data envelopment analysis modeling. Forest Products Journal 64(3/4): 90–96. https://doi.org/10.13073/FPJ-D-13-00080
Rahman, S., 1998: Theory of constraints: A review of the philosophy and its applications. International Journal of Operations and Production Management 18(4): 336–355. https://doi.org/10.1108/01443579810199720
Regula, J., Germain, R.H., Bick, S., Zhang, L., 2019: Assessing the economic viability of loggers operating tree-length harvest systems in the Northeast. Journal of Forestry 116(4): 347–356. https://doi.org/10.1093/jofore/fvy006
Stein, R.E., 1997: The Theory of constraints: Applications in quality manufacturing. 2nd ed. New York (NY); Marcel Decker, Inc., 1–320.
Stone, I.J., Benjamin, J.G., Leahy, J., 2011: Applying innovation theory to Maine’s logging industry. Journal of Forestry 109(8): 462–469. https://doi.org/10.1093/jof/109.8.462
Watson, K.J., Blackstone, J.H., Gardiner, S.C., 2007: The evolution of a management philosophy: The theory of constraints. Journal of Operations Management 25(2): 387–402. https://doi.org/10.1016/j.jom.2006.04.004
© 2018 by the authors. Submitted for possible open access publication under the
terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Authors’ addresses:
Assist. prof. Matthew C. Kelly, PhD *
e-mail: mackelly@mtu.edu
Michigan Technological University
School of Forest Resources and Environmental Science
1400 Townsend Dr
Houghton, MI, 49931
USA
Prof. René H. Germain, PhD
e-mail: rhgermai@esf.edu
State University of New York College of Environmental Science and Forestry
Department of Forest and Natural Resources Management
1 Forestry Dr
Syracuse, NY, 13210
USA
* Corresponding author
Received: March 8, 2018
Accepted: June 26, 2019
Original scientific paper