
Cost Analysis of Innovative Biomass Harvesting Systems for Young Dense Thinnings
doi: https://doi.org/10.5552/crojfe.2019.552
volume: 40, issue:
- Author(s):
-
- Bergström Dan
- Article category:
- Original scientific paper
- Keywords:
- bioenergy, boom-corridor thinning, fuel wood, pre-commercial thinning, simulation
Abstract
HTML
The objective was to analyze three innovative harvesting systems for early thinnings and compare forest-to-industry supply costs. FlowConv consists of a harvester equipped with an innovative continuously cutting, accumulating and bunching head (the FlowCut head), a forwarder and a truck to transport loose tree-parts. FlowFix consists of a harvester equipped with the same cutting head but also a bundling unit (the Fixteri system), plus a forwarder and roundwood truck for biomass transport. FlowCin consists of a new conceptual biomass harvester (the Cintoc system) equipped with the same cutting head and a second crane to pass the cut trees from the front of the machine to a bundling unit at the back, plus the same forwarding and trucking units as in the FlowFix system. Empirical data were used to assess the FlowConv system’s performance, while the FlowFix and FlowCin systems’ performance was simulated.
Results indicate that supply costs of the FlowCin system would be 6–10% and 24–29% lower than those of the FlowFix and FlowConv systems, respectively. Thus, it would be more suitable to be equipped with an innovative cutting head, which is up to 100% more efficient than the current commercially available options. Key features of the Cintoc-based system (which minimize possible waiting times during operation) include its buffering cradle and delivery of biomass acquired in two cutting crane cycles to the intermediate delivering crane. The apparent superiority of the FlowCin system is consistent with previous conclusions regarding developments needed to maximize the cost-effectiveness of harvesting young dense stands.
Cost Analysis of Innovative Biomass Harvesting Systems for Young Dense Thinnings
Dan Bergström
https://doi.org/10.5552/crojfe.2019.552
Abstract
The objective was to analyze three innovative harvesting systems for early thinnings and compare forest-to-industry supply costs. FlowConv consists of a harvester equipped with an innovative continuously cutting, accumulating and bunching head (the FlowCut head), a forwarder and a truck to transport loose tree-parts. FlowFix consists of a harvester equipped with the same cutting head but also a bundling unit (the Fixteri system), plus a forwarder and roundwood truck for biomass transport. FlowCin consists of a new conceptual biomass harvester (the Cintoc system) equipped with the same cutting head and a second crane to pass the cut trees from the front of the machine to a bundling unit at the back, plus the same forwarding and trucking units as in the FlowFix system. Empirical data were used to assess the FlowConv system’s performance, while the FlowFix and FlowCin systems’ performance was simulated.
Results indicate that supply costs of the FlowCin system would be 6–10% and 24–29% lower than those of the FlowFix and FlowConv systems, respectively. Thus, it would be more suitable to be equipped with an innovative cutting head, which is up to 100% more efficient than the current commercially available options. Key features of the Cintoc-based system (which minimize possible waiting times during operation) include its buffering cradle and delivery of biomass acquired in two cutting crane cycles to the intermediate delivering crane. The apparent superiority of the FlowCin system is consistent with previous conclusions regarding developments needed to maximize the cost-effectiveness of harvesting young dense stands.
Keywords: bioenergy, boom-corridor thinning, fuel wood, pre-commercial thinning, simulation
1. Introduction
In Sweden alone biomass with an energy yield of ca. 20 TWh could potentially be extracted from small diameter trees harvested in early thinnings and from marginal land (e.g. power line corridors and roadsides) (Fernandez-Lacruz et al. 2015). Improvements in cost-effectiveness of the supply systems are important requirements for sustainable extraction systems. However, results presented by Bergström and Di Fulvio (2014a) indicate that innovative bundle-harvester systems in combination with boom-corridor thinning systems could provide much of the required improvements in cost-effectiveness of acquiring raw materials from young stands.
Cutting heads for boom-corridor thinning are currently being developed (Grönlund et al. 2015, Bergström and Di Fulvio 2014b). One example, the FlowCut head, is expected to be 50–100% more efficient than the best currently available options for small tree harvesting (Grönlund et al. 2015). Bergström et al. (2016) and Nuutinen and Björheden (2015) have shown that there would be high potential to increase the efficiency of the Fixteri-based bundle-harvester system if equipped with a more effective cutting head, such as the FlowCut or Bracke C16 (cf. Bergström et al. 2010a, Bergström and Di Fulvio 2014b). Another system being developed is the Cintoc harwarder (Cintoc.se), a harvester system featuring two cranes (cutting crane and an automated delivering crane) and a bundling unit (Fig. 1). It is designed for early thinning work, but (like the Fixteri system), it could also be used in other cuttings of small diameter trees, such as cleanings of power line corridors and roadsides. The Cintoc system is designed to minimize non-productive work time (and maximize cutting work time) by minimizing the time consumed by the crane carrying the cutting head (»the cutting crane«) in delivering the cut biomass to the bundling unit. The system works as follows. Trees are cut and accumulated until the head is fully loaded, the bunch of trees is then moved in a standing position to the point of delivery a few meters in front of the machine, where the second (»delivering«) crane grasps the bunch and moves it to the back of the machine. The cutting crane can then start cutting trees again, while the delivering crane drops the tree bunch onto a cradle (for intermediate storage) and returns to its grasping position in front of the machine waiting for the next delivery. When the cradle is fully loaded (with a suitable amount of biomass for a bundle), the biomass is dropped into the bundling unit. The cradle then moves back into position for catching new bunches from the delivering crane, while the bundling unit compresses and bundles the biomass and then drops off the compressed bundle on the side of the machine along a strip road and returns to its receiving position. All parts of the system can work independently of each other, but all parts may have some idle time. Only the cutting work is controlled by the operator of the machine and all other parts are supposed to be fully automated. The machine is still a prototype under development.
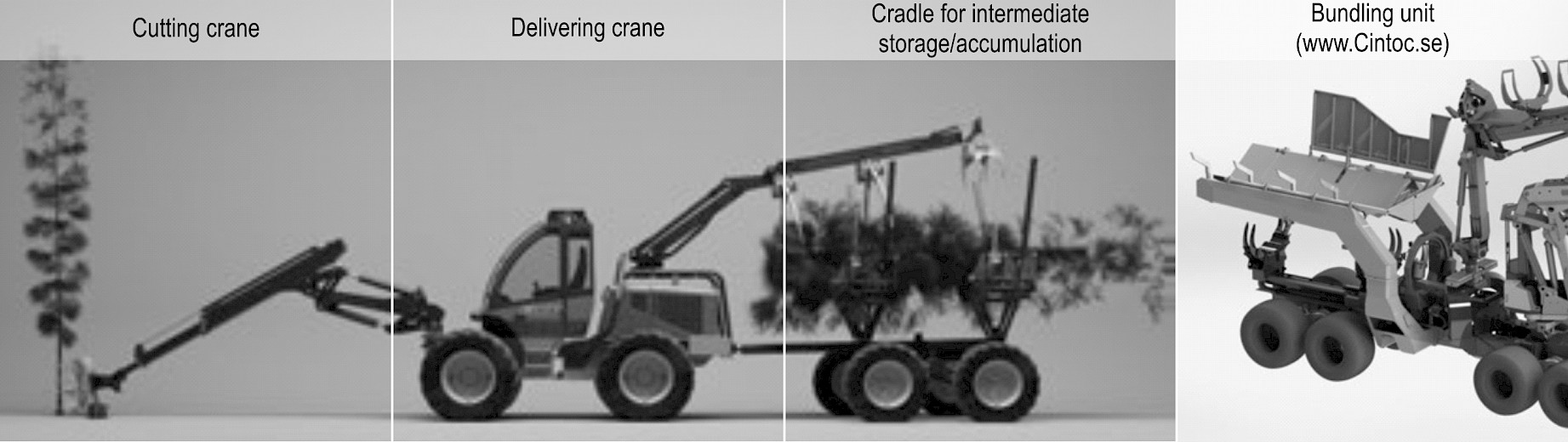
Fig. 1 Schematic sketch of a bundle-harvester system equipped with a delivering crane
The first aim of this study was to analyze the work time consumption of three innovative harvesting systems for early thinnings (designated FlowConv, Flowfix and FlowCin) at different stages of development along the concept to commercial product spectrum. The ultimate objective was to compare their forest-to-industry supply costs, including harvesting, forwarding and trucking costs with several selected levels of cutting work efficiency and transportation distances.
FlowConv consists of a conventional harvester equipped with an innovative continuously cutting, accumulating and bunching head (the »Flowcut«), a standard forwarder equipped with a grapple-saw and a customized truck for transporting loose tree-parts to industrial sites. The FlowFix system consists of a harvester equipped with the same cutting head and a Fixteri bundling unit, a standard forwarder with an extra pair of load stakes, and a conventional roundwood truck to transport bundles to industrial sites. FlowCin consists of the Cintoc bundle harvester (see Fig. 1) equipped with the same cutting head, and the same forwarding and trucking units as in the FlowFix system.
2. Material and Methods
2.1 Modelling the systems
Data for three thinning stands (designated A, B and C) and harvesters’ cutting work efficiency were acquired from Bergström et al. (2010a) (Table 1). The cutting work efficiency was calculated as the average of the selective and boom-corridor thinning treatments. The three selected stands were all dominated by Scots pine with different densities of spruce undergrowth trees. Stem wood was assumed to account for 70% of the harvested trees dry weight, and their bark, branches and needles for the remaining 30%. The trees were assumed to have a moisture content of 50% (wet basis).
Means and standard deviations of crane cycle times in cutting work of the Bracke C16 (default) head obtained by Bergström et al. (2010a) were used for modelling the system cutting efficiency (Table 1). The productivity of the Flowcut head for cutting and bunching trees was assumed to be 50% (Flowcut +50%) or 100% (Flowcut +100%) higher than that of the default Bracke C16 head, while the standard deviations of the crane cycle times were assumed to be a constant proportion of the average times at both efficiency levels. For the cutting work, it was assumed that the harvester head delivered one crane-cycle bunch per delivery to the biomass-receiving units in the FlowConv and FlowFix systems and two crane-cycle bunches per delivery in the FlowCin system (by the head producing a bunch and placing it on the ground, then producing another, grasping the first bunch and passing both bunches simultaneously to the delivering crane). It was assumed that the weight of the hypothetical Flowcut heads, when fully loaded, could be maneuvered at full crane reach (ca 10 m) by the hypothetical base machines.
2.1.1 Work time consumption
FlowFix: The minimum cutting crane-cycle time of 11.7 s according to findings presented by Nuutinen and Björheden (2015) and Bergström et al. (2016), for delivering biomass to the bundling unit was used to model the FlowFix system maximum efficiency. This corresponds to an ideal efficiency and is unlikely to be reached. The efficiency was, therefore, assumed to be 20% lower, giving a fixed bundling-cycle time frequency of 13.4 s. An additional 2 s were added to each cutting crane-cycle time to reflect the time needed to secure proper delivery of the accumulated biomass to the bundling unit in-feeding opening, i.e. crane-cycle time +2 s. Thus, cutting crane crane-cycle times >13.4 s lead to waiting time for the bundling unit.
FlowCin: In this system, it was assumed that the cutting head places cut trees in a standing position at a delivering point ca. 2–3 m in front of the machine on the strip road area. An additional 2+2 s were added to the cutting crane-cycle time to account for the time needed to pick up the first bunch cut and bunched on the ground and then move the two bunches to the delivering point (requiring two extra short movements).
The cycle time of the delivering crane was assumed to be constant and set (according to the developers’ expectations for the fully developed system) to 20 s. The delivering crane delivers biomass to an intermediate storage unit, the cradle, which when full (with biomass corresponding to one bundle) delivers the biomass to the bundling unit. The cycle time for delivering the biomass from the cradle to the bundling unit, bundling and dropping the bundle on the ground beside the strip road, i.e. total bundling time, was assumed to be constant and set (again according to the developers’ expectations for the fully developed system) to 60 s. The time required for the cradle to become ready to receive biomass after a delivery to the bundling unit was assumed to be negligible and incorporated in the total bundling time.
The length and target mass of FlowFix bundles were set to 2.6 m and 500 kg, respectively. FlowCin bundles were set to 4.9 m length and assumed to contain 50% more biomass than FlowFix bundles, i.e. 750 kg. To produce a full bundle with the FlowFix system, eight cutting crane cycles were required for harvesting stands A and B and five for harvesting stand C (Table 1), resulting in bundle masses of 457.6, 545.6 and 503.0 kg, respectively. To produce a full bundle with the FlowCin system, twelve, ten and eight cutting crane cycles were required for harvesting stands A, B and C, respectively (Table 1), resulting in bundle masses of 686.4, 682.0 and 804.8 kg, respectively. Note, quoted masses are fresh weights, and thus twice as much as assumed oven-dry (OD) weights.
Table 1 Characteristics of harvested stands, harvested biomass, and time consumption and productivity of the cutting work; data acquired from Bergström et al. (2010a)
|
Stands |
Mean |
|||
|
A |
B |
C |
||
|
Stands before harvest |
||||
|
Density, trees/ha |
10,700 |
4600 |
18,650 |
11,317 |
|
DBHBA, cm |
10.3 |
12.2 |
8.9 |
10.5 |
|
HBA, m |
8.7 |
9.4 |
8.0 |
8.7 |
|
Performance, default head |
||||
|
Harvested density, trees/ha |
3264 |
1771 |
2926 |
2654 |
|
Harvested biomass, OD ton/ha |
25.4 |
23.9 |
25.2 |
24.8 |
|
Biomass per tree, OD kg |
7.8 |
13.5 |
8.6 |
10.0 |
|
Biomass volume per tree, dm3 solid |
19.5 |
33.7 |
21.5 |
24.9 |
|
Harvested trees per crane-cycle |
3.7 |
2.5 |
5.8 |
4.0 |
|
Biomass per crane-cycle, OD kg |
28.6 |
34.1 |
50.3 |
37.7 |
|
Time per crane-cycle, PM0-s |
25.9 |
22.8 |
28.1 |
25.6 |
|
Time per crane-cycle sd, PM0-s |
9.3 |
8.7 |
10.8 |
9.6 |
|
Productivity, OD ton/PM0-hour |
3.0 |
5.4 |
6.4 |
4.9 |
|
Flowcut+50% |
||||
|
Time per crane-cycle, PM0-s |
22.9 |
15.2 |
18.7 |
– |
|
Time per crane-cycle sd, PM0-s |
8.2 |
5.8 |
7.2 |
– |
|
Productivity, OD ton//PM0-hour |
4.5 |
8.1 |
9.6 |
– |
|
Flowcut+100% |
||||
|
Time per crane-cycle, PM0-s |
17.2 |
11.4 |
14.0 |
– |
|
Time per crane-cycle sd, PM0-s |
6.2 |
4.3 |
5.4 |
– |
|
Productivity, OD ton/PM0-hour |
6.0 |
10.8 |
12.8 |
– |
|
DBHBA – basal area-weighted diameter at breast height HBA – basal area-weighted tree height PM0 – effective work time excluding delays; see Table 1, Table 3 and Fig. 1 in Bergström et al. (2010a) for additional information of stands properties before and after thinning |
||||
2.2 Simulations
The tree-cutting and -bundling time consumption of the FlowFix and FlowCin systems was simulated using ExtendSim software (ExtendSim, Imagine That Inc.). The only random variable in the simulations was the crane-cycle time, which was assumed to be normally distributed. Each simulation covered 2 PM0-hour of work time for every combination of system and stand type (treatment), each treatment was repeated five times and average values of the biomass processed during 2 PM0-hour were used to calculate the productivity of the machines in each system.
2.3 Machine productivity and operational costs
The machine productivity and costs were calculated based on productive time including delays shorter than 15 min, i.e. PM15 time. For conversion from PM0-hour to PM15-hour for the cutting work in the conventional harvester (FlowFix) and bundle-harvester (FlowFix and FlowCin) systems and forwarder work, the factors 1.3 and 1.2, respectively, were used based on data presented by Laitila (2008). The time conversion was done after the simulations.
The forwarding productivity for tree-parts and bundles was based on data presented by Bergström and Fulvio (2014a, 2014b), which was based on studies by Laitila et al. (2007, 2009), Laitila (2008) and Heikkilä et al. 2006) (Table 2). A full load when handling bundles was set to ca. 9 ton (4.5 OD ton TS), corresponding on average to 17 bundles for 2.6 m bundles and 12 for 4.9 m bundles. A full load for loose tree-parts was set to 5.2 ton (2.6 OD ton).
Forwarding productivity is calculated (OD ton/PM15-hour) as a function of: assortment; initial mean tree size (dm3) and density (trees/ha) of the harvested stand and transporting distance (m):
(1)
Table 2 Constants of a forwarding productivity model
|
Assortment |
Model constants |
|||
|
a |
b |
c |
d |
|
|
Loose tree-parts |
5.80647 |
0.01028 |
0.00006 |
–0.00698 |
|
Bundled tree-parts |
12.2446 |
0.0277 |
–0.0003 |
–0.0117 |
The operational cost of the harvester, including cutting head, in the FlowConv system was set to 138.95 EUR/PM15-hour (currency rate 9.5 SEK/EUR), ca. 20% higher than if a conventional head such as the Bracke C16 was used. The operational cost of the harvester in the FlowCin system was assumed to be the same (according to the developers’ expectations when it is fully developed and constructed). The operational cost of the harvester in the FlowFix was set 17.4% higher, at 163.16 EUR/PM15-hour, based on data presented by Nuutinen (2013).
The operational cost of forwarding bundles was set to 85.47 EUR/PM15-hour according to Bergström and Di Fulvio (2014a). The corresponding cost for loose tree parts was 3.2% higher (88.21 EUR/PM15-hour) due to the cost of the grapple-saw required for loading and bucking work (Bergström and Di Fulvio 2014a).
It was assumed that loose tree-parts would be transported with a customized truck, with a net load capacity set to 25 ton (12.5 OD ton) and operational costs set to 18.65 EUR/load+1.08 EUR/km, according to Bergström and Di Fulvio (2014a). It was assumed that bundles would be transported by a conventional logging truck, with a net load capacity set to 34 ton (17 OD ton) for 2.6 m long bundles, corresponding to 74, 62 and 67 bundles of material harvested from stands A, B and C, respectively. Corresponding numbers of 4.9 m long bundles are 49, 49 and 42, respectively. The operational costs were set to 17.82 EUR/load+0.95 EUR/km, according to Bergström and Di Fulvio (2014a).
2.4 Systems analysis
The harvesting costs of the systems were calculated as a function of stand type and one-way forwarding distance (0–500 m). The supply system total costs were calculated as means for the three stands at a forwarding distance of 300 m and as a function of road transportation distance (one-way; 0–225 km).
3. Results
3.1 Harvester productivity and costs
The productivity of cutting and bundling work in the FlowFix and FlowCin systems was ca. 1% and 3% lower, respectively, than that of the FlowConv system, at the 50% higher (Flowcut +50%) than default cutting efficiency (Table 3). Corresponding values for the 100% higher than default cutting efficiency (Flowcut +100%) were 6% and 4% lower, respectively. Thus, with the FlowFix system, productivity losses for these work elements increase with increases in cutting efficiency, due to increases in waiting time. This is clearly illustrated by the 15.6% lower productivity for harvesting stand B with the FlowFix system at the Flowcut+100% cutting efficiency, relative to the FlowConv productivity (the corresponding loss for the FlowCin system was 6%), because of increases in the time consumed by the cutting crane waiting for the bundling unit to be ready to receive biomass. On average, the operational costs of cutting for the FlowCin system were 13-17% lower than for the FlowFix system.
Table 3 Productivity levels of harvesters cutting work; cutting efficiency refers to the increase in cutting efficiency relative to levels with the default Bracke C16 head
|
Stand |
A |
B |
C |
Mean |
||||
|
Cutting efficiency |
50% |
100% |
50% |
100% |
50% |
100% |
50% |
100% |
|
Productivity, OD ton/PM0-hour |
||||||||
|
FlowConv |
4.5 |
6.0 |
8.1 |
10.8 |
9.7 |
12.8 |
7.4 |
9.9 |
|
FlowFix |
4.4 |
5.9 |
8.0 |
9.1 |
9.7 |
12.8 |
7.4 |
9.3 |
|
FlowCin |
4.4 |
5.8 |
7.9 |
10.2 |
9.4 |
12. |
7.2 |
9.5 |
|
Diff. vs FlowConv, % |
||||||||
|
FlowFix |
–1.4 |
–1.2 |
–1.0 |
–15.6 |
–0.4 |
–0.4 |
–0.9 |
–5.7 |
|
FlowCin |
–2.4 |
–2.8 |
–2.3 |
–5.9 |
–3.3 |
–2.9 |
–2.7 |
–3.9 |
|
Productivity, bundles/PM0-hour |
||||||||
|
FlowFix |
19.4 |
25.9 |
29.4 |
33.4 |
38.4 |
50.7 |
29.1 |
36.7 |
|
FlowCin |
12.8 |
17.0 |
23.2 |
29.8 |
23.3 |
30.9 |
19.8 |
25.9 |
|
Productivity, OD ton/PM15-hour |
||||||||
|
Conv. |
3.5 |
4.6 |
6.2 |
8.3 |
7.5 |
9.8 |
5.7 |
7.6 |
|
FlowFix |
3.4 |
4.6 |
6.2 |
7.0 |
7.4 |
9.8 |
5.7 |
7.1 |
|
FlowCin |
3.4 |
4.5 |
6.1 |
7.8 |
7.2 |
9.6 |
5.6 |
7.3 |
|
Diff. vs FlowConv, % |
||||||||
|
FlowFix |
–1.3 |
–1.2 |
–1.0 |
–15.6 |
–0.4 |
–0.4 |
–0.9 |
–5.7 |
|
FlowCin |
–2.4 |
–2.8 |
–2.3 |
–5.9 |
–3.3 |
–2.9 |
–2.7 |
–3.9 |
|
Productivity, bundles/PM15-hour |
||||||||
|
FlowFix |
14.9 |
19.9 |
22.6 |
25.7 |
29.5 |
39.0 |
22.4 |
28.2 |
|
FlowCin |
9.8 |
13.1 |
17.8 |
22.9 |
17.9 |
23.8 |
15.2 |
19.9 |
|
Cost, EUR/OD ton |
||||||||
|
Flow |
40.1 |
30.1 |
22.3 |
16.7 |
18.6 |
14.1 |
27.1 |
20.3 |
|
FlowFix |
47.8 |
35.8 |
26.4 |
23.3 |
22.0 |
16.6 |
32.1 |
25.3 |
|
FlowCin |
41.2 |
30.9 |
22.8 |
17.8 |
19.3 |
14.5 |
27.8 |
21.1 |
|
Diff. vs FlowConv, % |
||||||||
|
FlowFix |
+19.1 |
+18.6 |
+18.4 |
+39.3 |
+17.6 |
+18.4 |
+18.4 |
+25.4 |
|
FlowCin |
+2.7 |
+2.7 |
+2.4 |
+6.5 |
+3.7 |
+2.9 |
+2.9 |
+4.0 |
|
Biomass/bundle, OD ton |
||||||||
|
FlowFix, 2.9 m long |
228.8 |
272.8 |
251.5 |
251 |
||||
|
FlowCin, 4.9 m long |
343.2 |
341.0 |
402.4 |
362 |
||||
3.2 Forwarder work costs
Costs of forwarding bundles at distances of 100 m (one-way) and 500 m were found to be 51% and 58% lower, respectively, than costs of forwarding loose tree-parts (Fig. 2). The differences are due to reductions in loading work and increases in payloads associated with bundling.
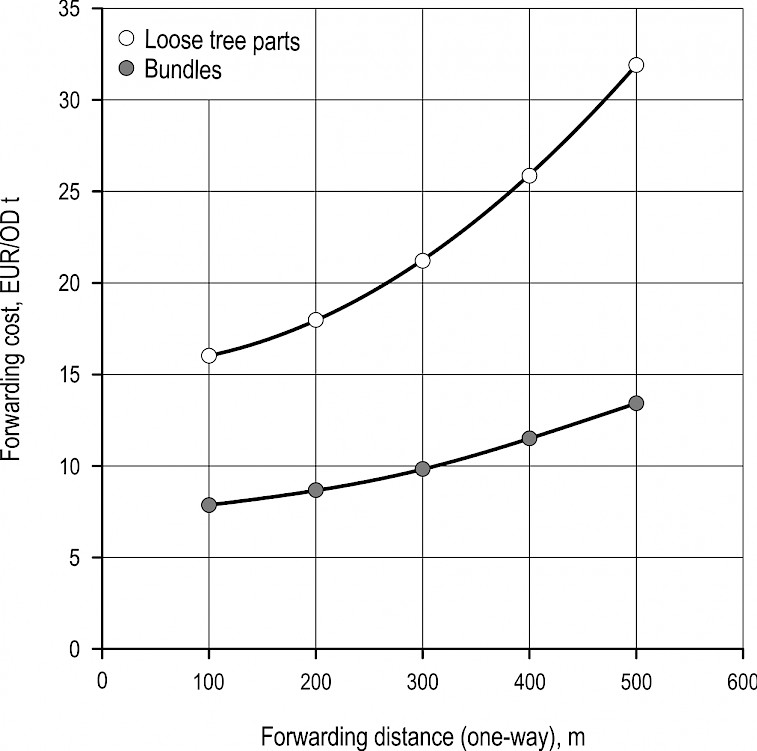
Fig. 2 Forwarding costs for bundles and loose tree-parts as functions of forwarding distance (one-way)
3.3 Harvesting system work costs
Harvesting (cutting and forwarding) costs were lowest for the FlowCin system, regardless of stand type and forwarding distance (Fig. 3). The costs of the bundle-based systems (FlowFix and FlowCin) had relatively low sensitivity to forwarding distance compared to the FlowConv system with lower payloads. There were minor differences in FlowFix and FlowCin harvesting costs at Flowcut+50% cutting efficiency with short forwarding distances. However, with a forwarding distance of 300 m, costs of the FlowCin system at a Flowcut+50% cutting efficiency, were 22% and 10% lower than those of the FlowConv and FlowFix systems, respectively (and corresponding values at Flowcut+100% efficiency was 26% and 12% higher, respectively).
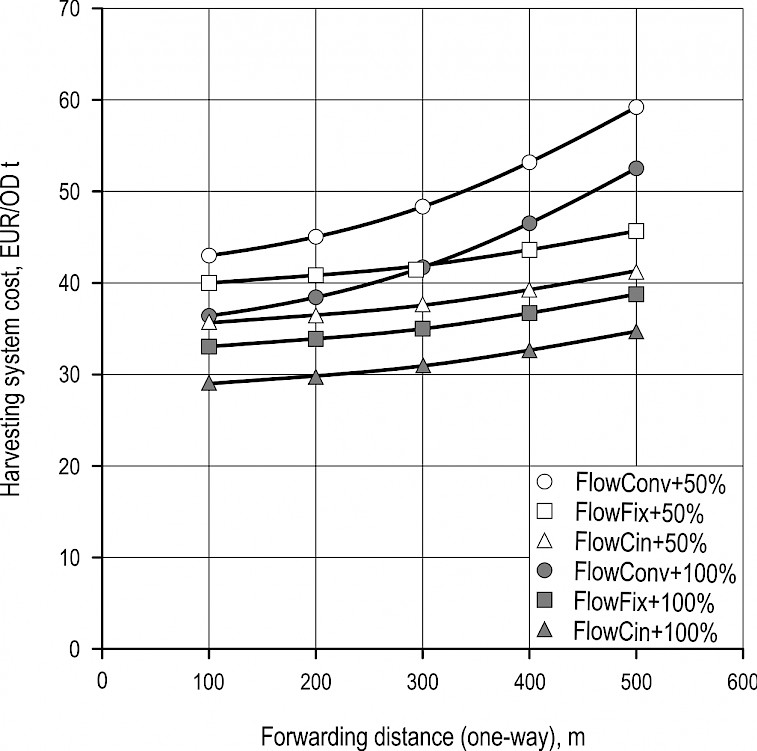
Fig. 3 Mean harvesting (cutting and forwarding) costs of the three harvesting systems; at the Flowcut+50% and Flowcut+100% cutting efficiencies (+50% and +100%, respectively) as a function of forwarding distance (one-way)
Further analysis indicated that forwarding work accounts for relatively high shares of total harvesting costs when loose tree-parts are handled, as in the FlowConv system (Fig. 4).
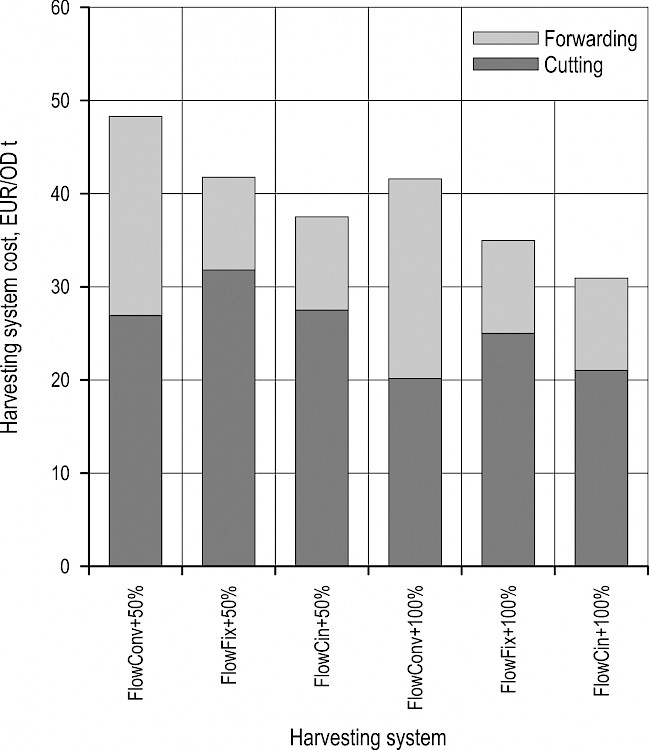
Fig. 4 Mean cutting, forwarding and total harvesting costs of the three harvesting systems, at the Flowcut+50% and Flowcut+100% cutting efficiencies (+50% and +100%, respectively), at 300 m forwarding distance
3.4 Supply system costs
Relative difference in costs of the bundling systems decreased with increases in transport distances (Fig. 5). At a forwarding distance of 300 m, the FlowCin system was found to have 24–26%, 26–28% and 27–29% lower supply costs than the FlowConv system, and 9–10%, 7–8% and 6–7% lower supply costs than the FlowFix system, at road distances of 20, 75 and 150 km, respectively.
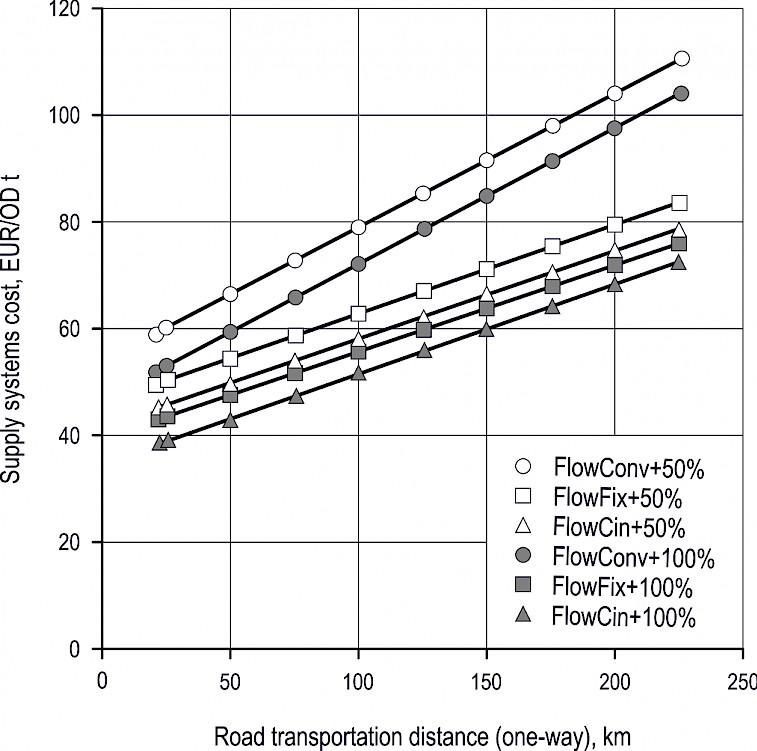
Fig. 5 Mean supply costs of the three harvesting systems, at the Flowcut+50% and Flowcut+100% cutting efficiencies (+50% and +100%, respectively), at 300 m forwarding distance, as a function of road transportation distance
4. Discussion
If the Cintoc bundle-harvesting system is combined with a cutting head enabling a 50-100% increase in cutting efficiency (as in the FlowCin system), the total forest-to-industry supply cost of bundles is 6-10% lower than for a corresponding system based on the Fixteri bundle-harvester system (FlowFix). Moreover, the FlowCin system was found to be 24-29% more cost-effective than a reference system with a harvester and a forwarder handling loose tree-parts.
The Cintoc system is not yet a commercial product, and many levels of the settings used in the simulations are uncertain. Thus, the hourly operational costs of the system will probably not match those of a single standard harvester (although according to the developers this is possible), but it still seems possible to keep the costs lower than those of the Fixteri system, which are quite high. Moreover, when handling loose tree-parts, there is also potential to increase pay-loads as loads of loose tree-parts can be significantly compressed at high cost efficiency (Anon. 1977, Bergström et al. 2010b), thereby significantly increasing the cost efficiency of supplying loose tree-parts. Another uncertainty is whether 2.6 or 4.9 m bundles would provide higher payloads on forwarders and trucks. The 2.6 m bundles produced by the Fixteri machine are intended to provide optimal payloads for both standard forwarders and logging trucks. In practice, the Fixteri bundle-harvester system sometimes accumulates material acquired in two cutting crane cycles before delivering the biomass to the bundling unit (see Bergström et al. 2016). This could potentially increase harvesting efficiency in cases where the cutting unit is more efficient than the bundling unit, by reducing potential waiting times for the cutting crane. The simulations indicate that the FlowFix system would lose substantial productivity when crane cycles are short, notably when cutting efficiencies are high (such as the Flowcut+100% level) and low-density stands (such as stand B) are harvested. Thus, it is relevant to analyze the effects of constraining the FlowFix system to accumulate material from two cutting crane cycles before delivering it to the bundling unit.
To study the effects of possible changes in the uncertain variables mentioned, the following variations were tested:
Þ the operational cost of the FlowCin system was increased by 5, 10 and 20%
Þ the payload utilization of forwarders and trucks was changed by + and –10% for 4.9 m bundles
Þ payloads of loose tree-parts in forwarders and trucks were increased by 30%
Þ the cutting head in the FlowFix system was constrained to accumulate material from two cutting crane cycles before feeding the bundling unit (as in FlowCin), under the lowest-productivity conditions for the system.
Cost of forwarding of loose tree-parts with load-compression devices, resulting in 30% higher payloads, was set to 90.00 EUR/PM15-hour, 5.3% higher than forwarding bundles (cf. Bergström et al. 2010b). Trucking with 30% higher (compressed) payloads, which increased the fixed trucking cost by 9.5%, were set to 20.42 Euro/load. The variable costs were assumed to be the same as for uncompressed materials. Analysis showed that increasing hourly operational costs of the FlowCin harvester by 5, 10 and 20%, increased supply costs by 2–15%, and the effect increased with reductions in transportation distances (Table 4).
Table 4 Increases in supply costs (%) of the FlowCin system with 5, 10 and 20% increases in operational costs at indicated cutting efficiencies and road transportation distances (mean values for harvesting the three stands, with a forwarding distance of 300 m); +50% and +100% cutting efficiencies refer to Flowcut+50% and Flowcut+100% efficiencies, respectively
|
Road transportation distance, km |
|||||||||||
|
20 |
25 |
50 |
75 |
100 |
125 |
150 |
175 |
200 |
225 |
||
|
Cutting efficiency |
Hourly operational cost |
Increase in supply cost, % |
|||||||||
|
+50% |
+5% |
3 |
3 |
3 |
3 |
2 |
2 |
2 |
2 |
2 |
2 |
|
+100% |
+5% |
3 |
3 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
1 |
|
+50% |
+10% |
6 |
6 |
6 |
5 |
5 |
4 |
4 |
4 |
4 |
4 |
|
+100% |
+10% |
6 |
5 |
5 |
4 |
4 |
4 |
4 |
3 |
3 |
3 |
|
+50% |
+20% |
12 |
12 |
11 |
10 |
10 |
9 |
8 |
8 |
7 |
7 |
|
+100% |
+20% |
11 |
11 |
10 |
9 |
8 |
8 |
7 |
7 |
6 |
6 |
If the production of 4.9 m bundles resulted in a 10% increase or decrease in utilization of both the forwarder and truck in the FlowCin system, the supply cost would be 1.37 EUR/OD ton (2.6%) higher and lower, respectively, with the FlowCut+50% cutting efficiency, a forwarding distance of 300 m, and road transportation distance of 75 km. The corresponding increase and decrease at a cutting efficiency of Flowcut+100% would be 1.16 Euro/OD ton. These effects are similar to those of increasing the hourly operational cost of the FlowCin system by 5% (see Table 4). Equipping the forwarder and tree-part carrying truck with load compression devices enabling 30% increases in payloads would reduce the FlowConv system supply cost by 10%, at a forwarding distance of 300 m and road transportation distance of 75 km (Fig. 6). At a Flowcut+50% cutting efficiency, the system would then have equal supply costs to its costs at Flowcut+100% cutting efficiency without load compression. Thus, load-compression has a significant effect on supply cost, corresponding to a 50% increase in harvester productivity. For example, with a 30% increase in payload, the supply cost of the FlowConv system at Flowcut+100% cutting efficiency would equal that of the FlowFix system at Flowcut+50% cutting efficiency. Overall, our results clearly indicate that the FlowCin system would have the highest cost efficiency, but the difference in cost-effectiveness between the FlowCin and FlowConv systems would decline with reductions in transportation distances.
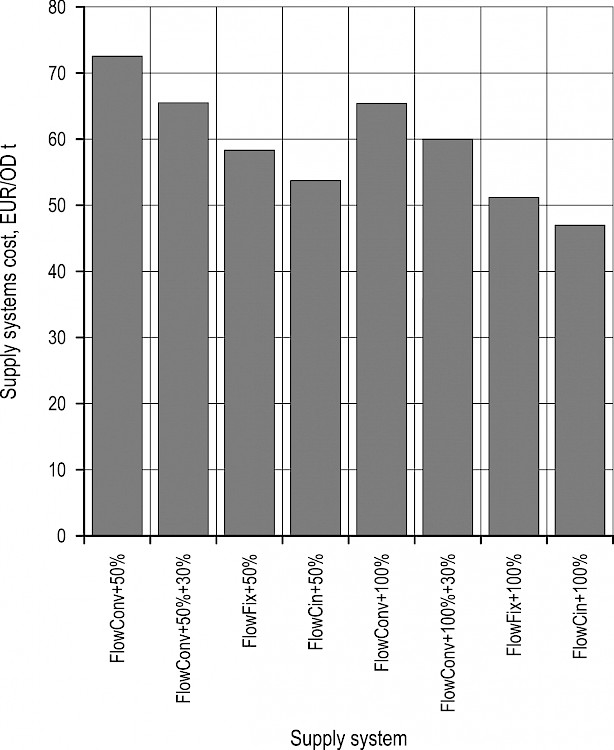
Fig. 6 Effects of 30% increases (+30%) in payloads for forwarding and trucking loose tree-parts on supply costs of the three harvesting systems, at the Flowcut+50% and Flowcut+100% cutting efficiencies (+50% and +100%, respectively), at 300 m forwarding distance and a 75 km trucking distance
If the FlowFix system were able to always accumulate the material acquired in two cutting crane cycles before deliveries to the bundling unit, thereby increasing the delivery cycle by 2+2 sec, the productivity of the bundle-harvester system would increase from 33.4 to 37.7 bundles/PM0-hour. This corresponds to a 12% reduction in cutting costs, from 23.26 to 20.63 EUR/OD ton.
In order to make bundle-harvester systems, as the Cintoc and Fixteri concepts studied here, competitive in practice, contractors must secure a sufficient amount of annual work. That might be difficult if only harvesting small diameter trees from early thinnings, as access is limited there over the year (at least in the Nordics). Thus, the spectrum of harvesting operations made with these systems must be broaden to also include e.g. later thinnings and forested marginal lands (power line corridors, road sides, etc.).
5. Conclusions
Even with a 10% increase in hourly operational costs, the calculated supply costs of the FlowCin system were lower than those of the FlowFix system. The FlowCin system was also less sensitive to increases in cutting crane efficiency, as the bundling system can more readily match increases in biomass delivery rates. Thus, the FlowCin system can be more easily equipped with machinery enabling large increases (e.g. ≥100%) in cutting efficiency relative to the best current options (such as the Bracke C16 cutting head). Key features of the Cintoc system (which minimize possible waiting times during operation) include its buffering cradle and delivery of biomass acquired in two cutting crane cycles to the intermediate delivering crane.
The analysis is based on data acquired from observations in and of relatively young and biomass-dense first-thinning stands that had not been subjected to pre-commercial thinning. These stands are highly similar to those targeted by the Cintoc system developers. However, for high cost-efficiency, the Cintoc system must be equipped with cutting machinery that is much more productive than the current best options and is not sensitive to large amounts of undergrowth (as in stands that have not been pre-cleared).
The Bracke C16 head and Flowcut are being developed for such harvests. If development of these types of heads stops, bundle-harvester systems will only be cost-effective for harvesting pre-cleared stands with average cut tree sizes of at least 30 dm3. Under these conditions, the Fixteri system, which features an accumulating shearing head, is already highly cost-efficient. Planned developments of the Cintoc system in combination with effective new cutting heads (providing at least 50–100% improvements in cutting efficiency) are consistent with previous conclusions regarding developments required to realize the potential for harvesting biomass in young dense stands (Bergström and Di Fulvio 2014a). Such harvesting systems should also be less sensitive to changes in market prices of wood fuels, which may both increase profits and reduce risks for investors as the cost of supply deviates less for various conditions compared to conventional systems (see Fig. 5).
Results of this analysis should be treated very cautiously as the modelled systems are hypothetical and their performance and costs when built and operational are still highly uncertain, and thus based on assumptions. However, the analysis shows the potential of systems if implemented.
Acknowledgements
Parts of this study were conducted under the aegis of the EFFORTE project, which has received funding from the Bio Based Industries Joint Undertaking under the European Union’s Horizon 2020 research and innovation program under grant agreement No. 720712.
6. References
Anon., 1977: Projekt helträdsutnyttjande: Drivning och vidaretransport vid helträdsutnyttjande (Project full tree utilization: Harvesting and trucking). Slutrapport från projektgrupp Drivning. Stockholm.
Bergström, D., Bergsten, U., Nordfjell, T., 2010a: Comparison of boom-corridor thinning and thinning from below harvesting methods in young dense Scots pine stands. Silva Fennica 44(4): 669–679. https://doi.org/10.14214/sf.134
Bergström, D., Nordfjell T., Bergsten, U., 2010b: Compression processing and load compression of young Scots pine and birch trees in thinnings for bioenergy. International Journal of Forest Engineering 21(1): 31–39. https://doi.org/10.1080/14942119.2010.10702588
Bergström, D., Di Fulvio, F., 2014a: Comparison of the cost and energy efficiencies of present and future biomass supply systems for young dense forests. Scandinavian Journal of Forest Research 29(8): 793–812. https://doi.org/10.1080/02827581.2014.976590.
Bergström, D., Di Fulvio, F., 2014b: Studies on the use of a novel prototype harvester head in early fuel wood thinnings. International Journal of Forest Engineering 25(2): 156–170. https://doi.org/10.1080/14942119.2014.945697.
Bergström, D., Di Fulvio, F., Nuutinen, Y., 2016: Effect of forest structure on operational efficiency of a bundle-harvester system in early thinnings. Croatian Journal of Forest Engineering 37(1): 37–49.
Fernandez-Lacruz, R., Di Fulvio, F., Athanassiadis, D., Bergström, D., Nordfjell, T., 2015: Distribution, characteristics and potential of biomass-dense thinning forests in Sweden. Silva Fennica 49(5): article id 1377, 17 p. https://doi.org/10.14214/sf.1377.
Grönlund, Ö., Bergström, D., Iwarsson Wide, M., Eliasson, L., 2015: Flowcut aggregat för klenträd – ett första test (First tests of the Flowcut felling head). Skogforsk.se nr 145–2015.
Heikkilä, J., Laitila, J., Tanttu, V., Lindblad, J., Sirén, M., Asikainen, A., 2006: Harvesting alternatives and cost factors of delimbed energy wood. Forestry Studies 45: 49–56.
Laitila, J., 2008: Harvesting technology and the cost of fuel chips from early thinnings. Silva Fennica 42:267–283. https://doi.org/10.14214/sf.256
Laitila, J., Asikainen, A., Nuutinen, Y., 2007: Forwarding of whole trees after manual and mechanized felling bunching in precommercial thinnings. International Journal of Forest Engineering 18: 29–39. https://doi.org/10.1080/14942119.2007.10702548
Laitila, J., Kärhä, K., Jylhä, P., 2009: Time consumption models and parameters for off- and on-road transportation of whole-tree bundles. Baltic Forestry 15(1):105–114.
Nuutinen, Y., Björheden, R., 2015: Productivity and work processes of small-tree bundler Fixteri FX15a in energy wood harvesting from early pine dominated thinnings. International Journal of Forest Engineering 27(1): 29–42. http://dx.doi.org/10.1080/14942119.2015.1109175.
Nuutinen, Y., 2013: Possibilities to use automatic and manual timing in time studies on harvester operations. University of Eastern Finland. Doctoral Thesis. Dissertationes Forestales 156.
© 2018 by the authors. Submitted for possible open access publication under the
terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Authors’ address:
Assoc. prof. Dan Bergström, PhD *
e-mail: dan.bergstrom@slu.se
Swedish University of Agricultural Sciences
Department of Forest Biomaterials and Technology
Skogsmarksgränd 17
901 83 Umeå
SWEDEN
* Corresponding author
Received: April 25, 2018
Accepted: February 01, 2019
Original scientific paper